はじめに
AI3Mは,販売当時としては比較的先進的だったガラス製UltraBaseを備えている.新品時点では造形物定着性は抜群に良かったものの,使用による摩耗や劣化は避けられない.このUltraBaseの交換部品は既に入手困難で,純正部品による交換修理は実質不可能となってしまった.
今回は,UltraBaseが全く定着しなくなってしまったので,磁気ベースに交換することで現在主流となっているPEIシートなどを利用できるようにする.
これまでの改造の内容はこちら.

材料
- ヒートベッド MK3 220×220 12V
- RepRap MK3規格のものを選べば問題ない.製品によって配線の取り回しが若干違うので,その点だけ注意が必要かもしれない.
- 私がAliexpressで買ったものは終売してしまった.これはAmazonでも値段あまり変わらないかもしれない.
- 今使っているUltraBaseからガラス面だけうまく剥がすことができれば今のベッドを転用はできる.上手にはがせる自身がある方はどうぞ.
- マグネットシート&PEIシート 220×220
- ヒートベッドのサイズに合わせて好きなのをどうぞ.
- 私の場合はヒートベッドに付属してたが,上述の通り既に終売.追々テクスチャシートなども試してみる.
- M3x30 皿ネジ
- ネジとあわせてM3ナットとワッシャも必要.手持ちがなれけば適当に調達してください.
- 3M ネジ緩み止め(推奨)
- 振動でネジが緩まないように緩み止めも用意推奨.
- M3x6x15 スペーサー(オプション)
- ヒートベッドの高さを固定する.高さ調節の手間を物理的に無くす.
- 固定する理由は後述の通り.
- このスペーサと純正の調整ノブを使う場合,皿ネジが30mmだと結構ギリギリ.余裕がほしい方は皿ネジを35mmくらいにするか,スペーサーを10mmとか短いものにすると良いかも.
ヒートベッド交換
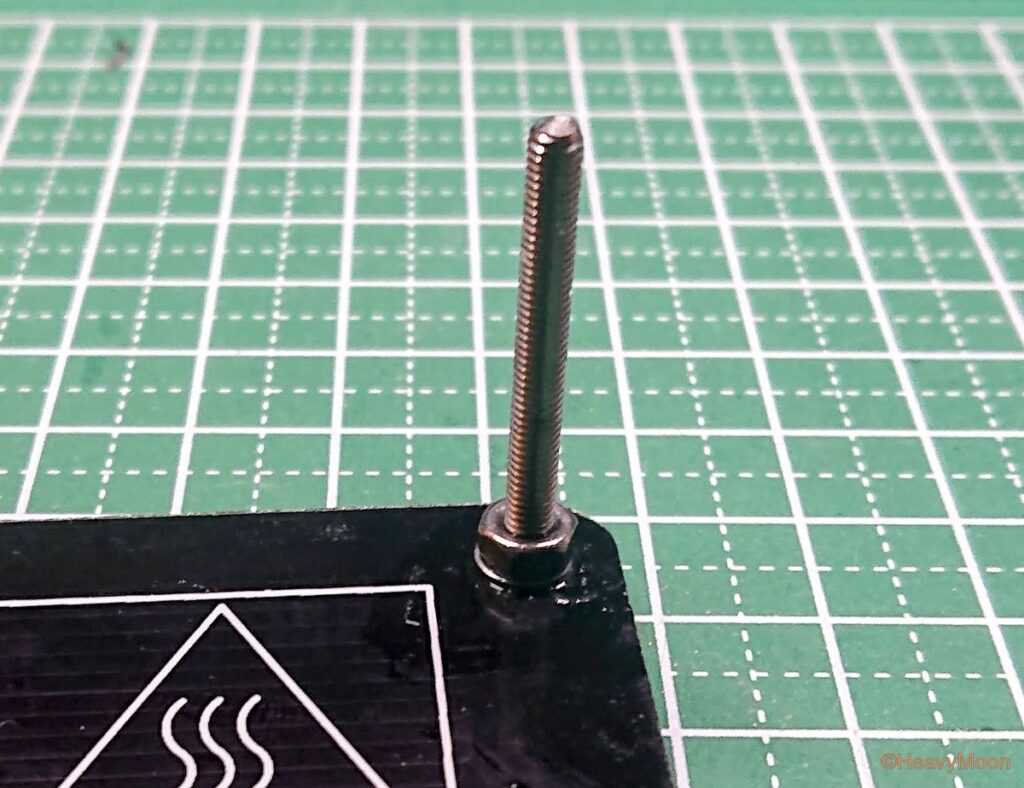
新しいヒートベッドに皿ネジを通して,ワッシャーとナットで固定する.ネジ緩み止も塗布しておくこと.
ヒートベッド表面をきれいにしたらマグネットシートを貼り付けて,UltraBaseと交換する.M3のスペーサもお好みでどうぞ.
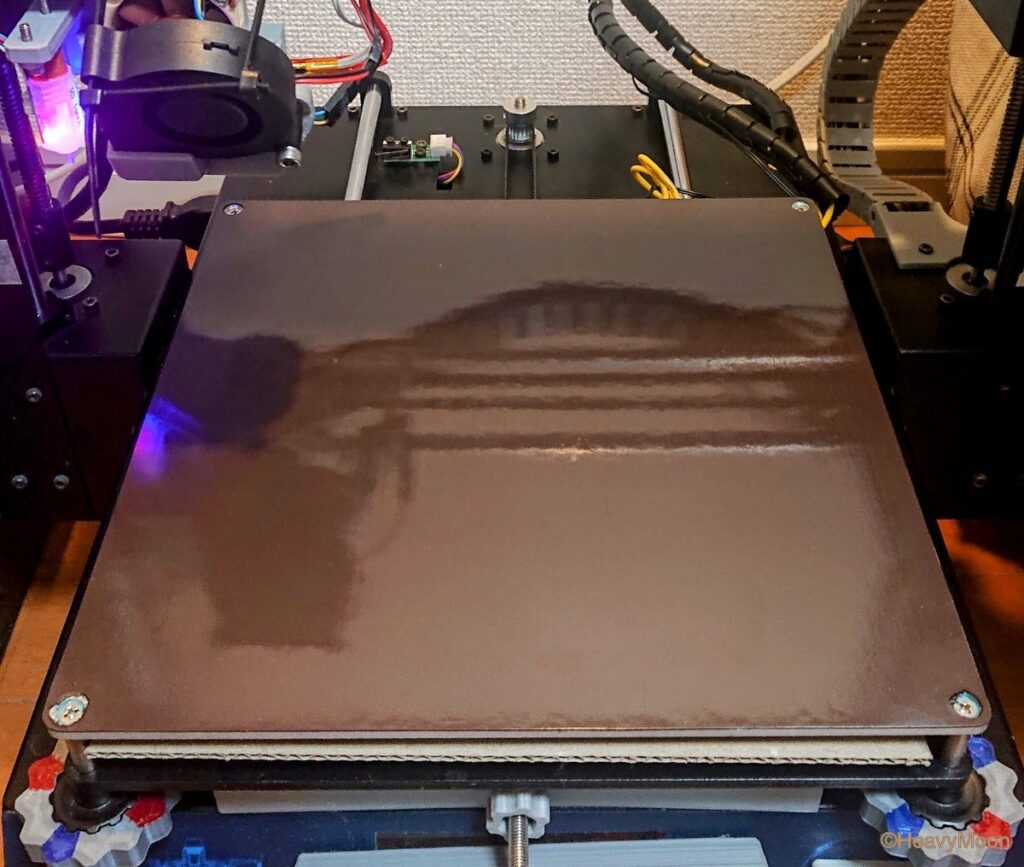
簡単だね.
チューニング
細かい説明に進む前に,チューニングの解説とあわせて,今回の構成で最も重要な要素の一つであるベッド高固定について整理しておく.
通常のAI3Mの構成では,左右のZ軸にそれぞれにモータとエンドストップスイッチが設置されている.更にベッドはバネで支えられていて,ベッドの四隅それぞれ高さの調整ができる.
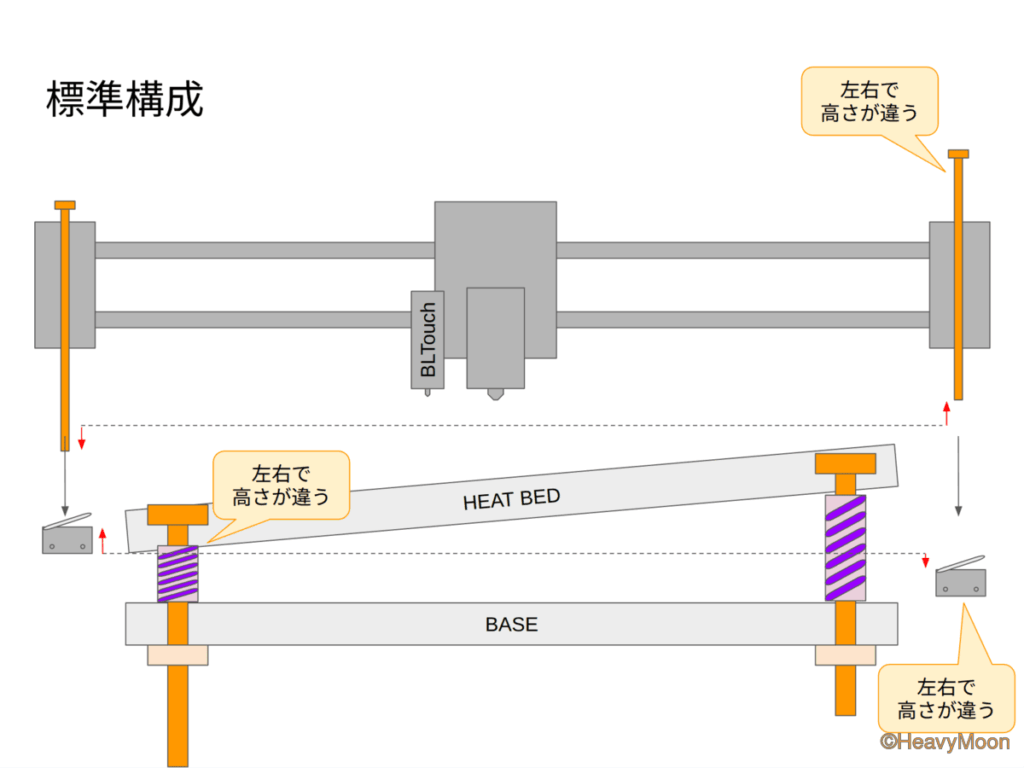
純正ファームウェアでは 当然 Z_TILT_ADJUST や BED_MESH_CALIBRATE は実装されておらず,ベッドとノズルの間に紙などを挟んで手動で高さ調整を行う必要がある.この調整で変数となるのが,前述の左右のエンドストップの反応位置,ベッド四隅の高さ調整ネジになる.つまり,これらの変数でベッドの平面とX軸の完全な並行を出す必要がある.言い換えれば,ホーミングした状態でベッド平面とX軸が並行な状態に手動で調整しなければいけない.これは,一方の調整をすると他方の調整がずれるような難しい調整になる.ただし仮に完全な並行が出ていなかったとして,バネでベッドを支えることで多少ベッドとノズルが接触してもバネがその誤差を吸収してくれる.
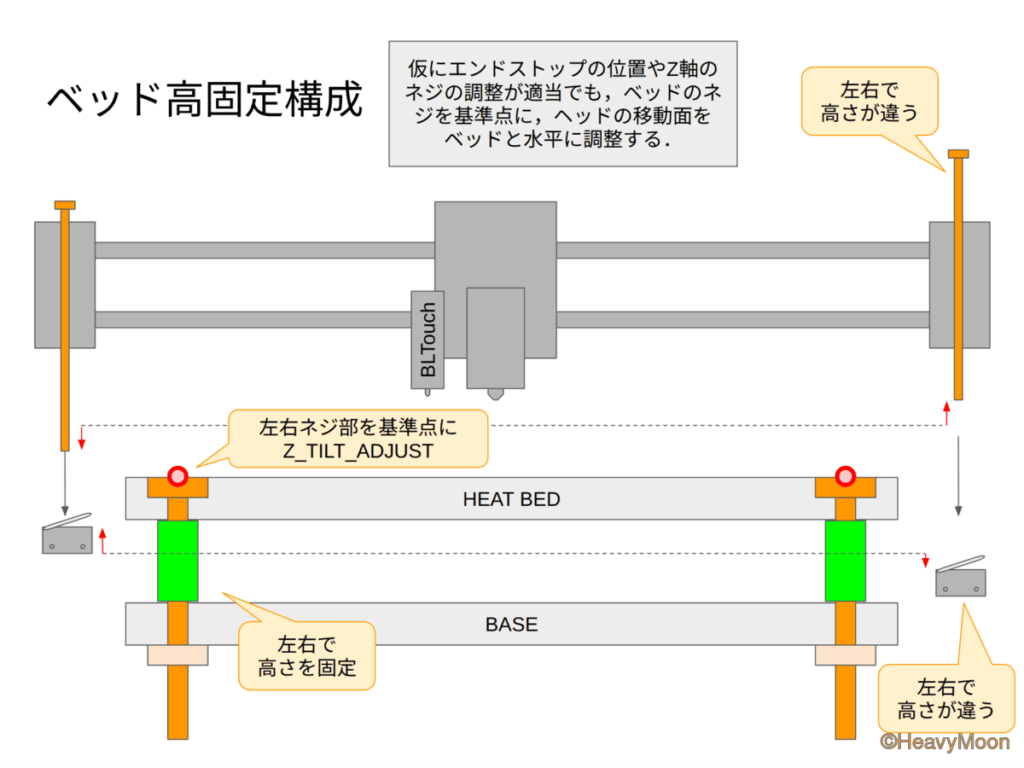
ここでベッド四隅の高さを固定する.ネジの締め付け加減で多少の誤差はあるものの,ベッドの四隅がほぼ水平になる.Klipperを使っている場合,この「ほぼ水平」を前提に,残りの微調整をソフトウェア側に任せることができる.
- Z_TILT_ADJUST
- 最も高さが均一なネジ部分を基準点に左右のZ軸の高さを自動調整する
- BED_MESH_CALIBRATE
- アルミベッド面の微小な凹凸をメッシュとして記録し,印刷中のZ軸を補正する
これらの機能を使うことで,力技で完璧な平行を出そうとするのではなく,「大まかに合わせて,あとはソフトに任せる」という調整ができるようになる.
Z_TILT_ADJUST
Klipper の printer.cfg に z_tilt セクションを追加して機能を有効にする.私の環境ではパラメータは次の通り.
[z_tilt]
z_positions:
-72.00,0.00
278.00,0.00
points:
34.0, 32.5
212.0, 32.5
speed: 140
horizontal_move_z: 10
retries: 5
retry_tolerance: 0.0075z_positions は各Zモータの物理的な位置,points はプローブでその高さを測定する座標を指定する.値はフレームの実寸に合わせて調整すること.G28 でホーミングした後に Z_TILT_ADJUST を実行すると,左右のZモータが自動で高さを揃えてくれる.はじめのうちは retry_tolerance を少し緩めにしておき,収束することを確認してから徐々に厳しくしていくとよい.
Z_TILT_ADJUSTBED_MESH_CALIBRATE
Z_TILT_ADJUST で大まかな傾きを補正したら,次に BED_MESH_CALIBRATE で細かい凹凸をメッシュ化する.
[bed_mesh]
speed: 160
horizontal_move_z: 7
mesh_min: 0, 0
mesh_max: 177.5, 187
probe_count: 6, 6
mesh_pps: 4, 4
algorithm: bicubic
bicubic_tension: 0.2BED_MESH_CALIBRATE を実行すると,指定したグリッド上でプローブがベッド面の高さを測定し,印刷時にその結果を元にZ軸を自動で微調整してくれる.測定が終わったら SAVE_CONFIG を忘れずに.アルミヒートベッド+マグネットシート+PEIシートは完全に均一ではなく,UltraBaseのガラス平面より歪みが顕著に現れる.このメッシュ補正の恩恵は思ったより大きい.
BED_MESH_CALIBRATE
SAVE_CONFIGこれ以降はプリント前のホーミングの際にZ軸の傾き調整とメッシュをロードすることでヒートベッドへの定着が向上する.メッシュのプロファイル名は自身の設定に応じて変更してどうぞ.
G28
Z_TILT_ADJUST
BED_MESH_PROFILE LOAD=defaultPID_CALIBRATE
ヒートベッドを交換すると,熱容量やヒーターの出力特性も変わるため,PID_CALIBRATE でPID値も再調整しておく.
PID_CALIBRATE HEATER=heater_bed TARGET=60
SAVE_CONFIG実行後に出力されるPIDの値を printer.cfg の heater_bed セクションに反映し, SAVE_CONFIG で保存する.
おわりに
最近UltraBaseに1層目が全く定着しなくなっていたが,磁気ベッド化によって定着性も復活.PEIシートやテクスチャシートの選択の自由度が上がり,まだまだ現役で使えるマシンになった.シートが劣化しても交換コストが低いというのも精神衛生上ありがたい.
ハード面(ベッド高固定)とソフト面(Z_TILT_ADJUST,BED_MESH_CALIBRATE)で役割を分担する考え方は,AI3Mに限らず古めの機種をKlipper化する際にはわりと汎用的に使える発想だと思う.一発で完璧な調整を狙うより,大まかに合わせてソフトに任せる方が結果的に近道になることが多い.
同じようにAI3Mのメンテナンスで悩んでいる人の参考になれば幸いです.

コメント